联轴器发展趋势和安装方法
近年来,中国联轴器制造水平已有较大提高,大型联轴器已能生产单套重量达到50t以上的注塑模, 联轴器的精度已达到2μm,制件精度很高的小模数齿轮联轴器及达到高光学要求的车灯联轴器等也已能生产,多腔联轴器已能生产一模7800腔的塑封模,高速联轴器方面已能生产挤出速度达6m/min以上的高速联轴器异型材挤出联轴器及主型材双腔共挤、双色共挤、软硬共挤、后共挤、 料共挤出和低发泡钢塑共挤等各种联轴器。
一是型、超 、长寿命、 联轴器将 发展。
二是多种材质、多种颜色、多层多腔、多种成型方法一体化的联轴器将 发展。
三是联轴器所用的钢材 精炼,以原材料性能的稳定,这样的联轴器将成为市场主流产品。
四是联轴器设计、加工和各种管理将向数字化、信息化方向发展。
五是 高速、 、 加智能化的各种联轴器加工设备将 进一步的推广和应用。
六是由于新材料在联轴器行业中的推广应用, 、满足用途的联轴器将会不断发展,随之将产生一些的、 为 的加工方法。
七是逆向工程、并行工程、复合加工乃至虚拟技术将 进一步发展。
八是联轴器标准化程度将不断提高随着现代冶金工业的高速发展,对冶金企业使用的联轴器提出了 高的要求,它不但要满足生产厂家高速、重载、的要求,还应满足运转平稳、传动、使用寿命长、维护简便等要求。
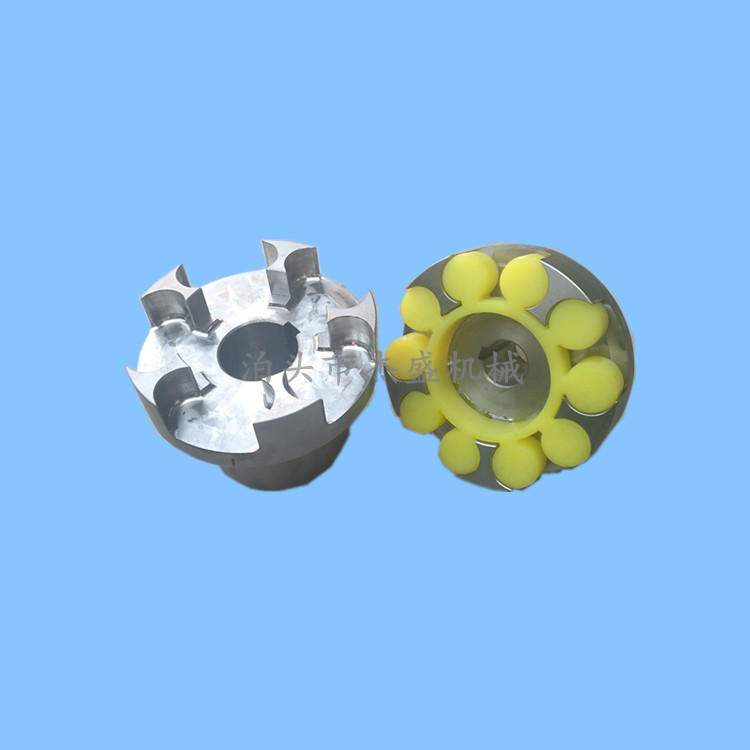
每一种联轴器的安装都有其需要注意的地方,安装操作不正确可能导致联轴器的寿命缩短,甚至刚装上就会断掉。所以我们将联轴器的安装说明及警告事宜告诉大家。
一般联轴器分为冷装和热装。冷装直接把轴排进去就可以,热装得要加工到 的温度,借用热胀冷缩的原理来装。
安装联轴器时,只需使用标准机械工具,如:扳手、直尺和探规等。规格为1020至1090的联轴器通常为间隙安装,有固定螺钉垂直于键槽固定;规格为1100或 大的联轴器为过盈配合,没有固定螺钉,需要热装。
安装过盈配合的联轴器时,没有固定螺钉。使用烤炉、喷灯、感应加热器或油池来加热轮毂,到135℃,超过200℃,将要损坏密封件。直接加热轮毂孔时,需要保持恒定运动,以免使某一区域过热。
安装间隙配合的联轴器时,需要清洗所有相关零件并检查轮毂、轴和键槽上是否有毛刺,不可加热间隙配合的轮毂。安装轮毂时其端面应与轴端齐平,或符合其他指定要求安装,并拧紧固定螺钉。
警告:在安装或维护联轴器前,关闭启动开关,并卸去来自驱动装置的载荷。如使用油池加热,油的闪燃点 高于177°C,不可将轮毂直接放置在容器底部,底部需要放置一铁块等且不可在易燃环境中或易燃物附近使用明火。